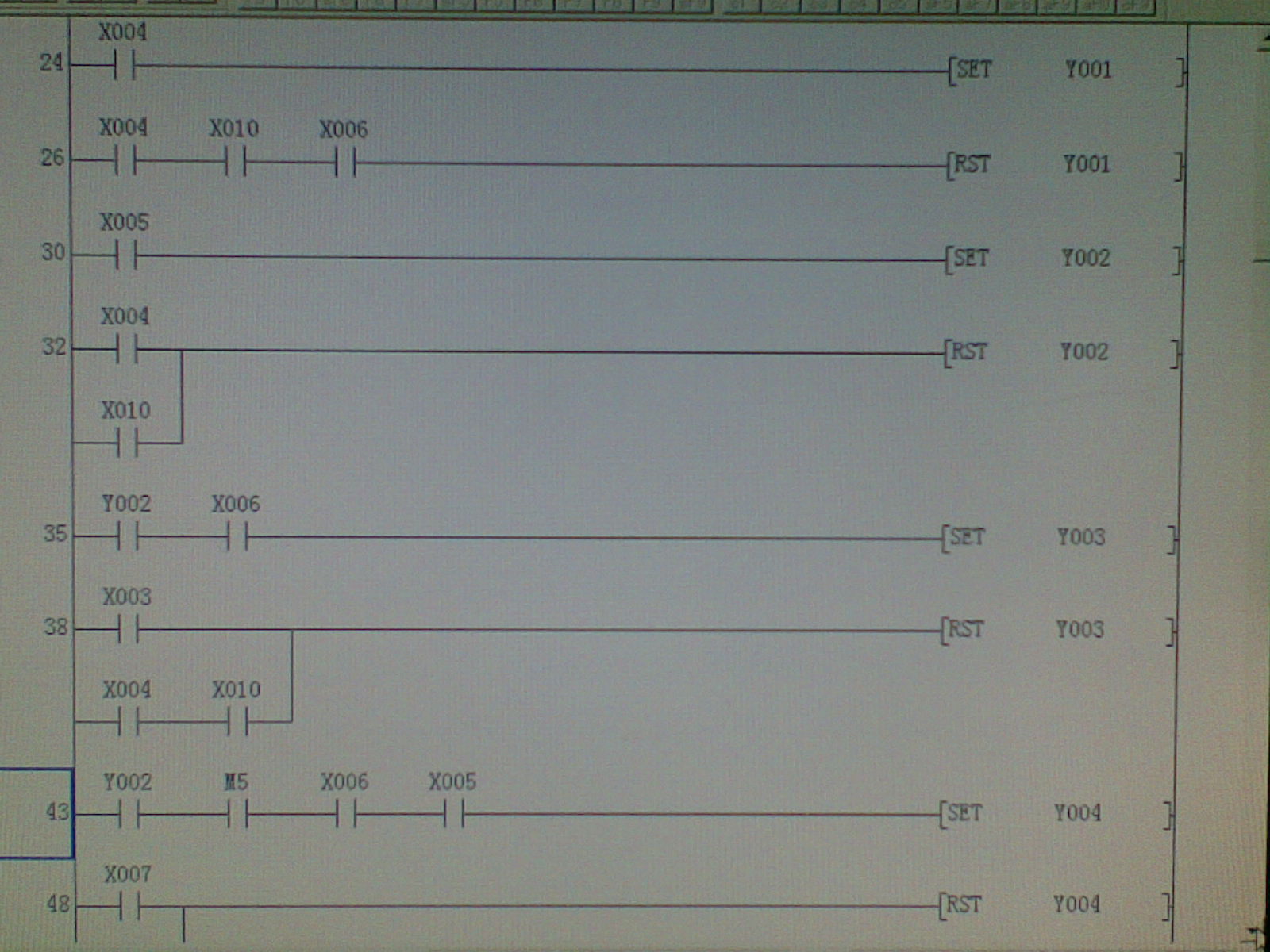
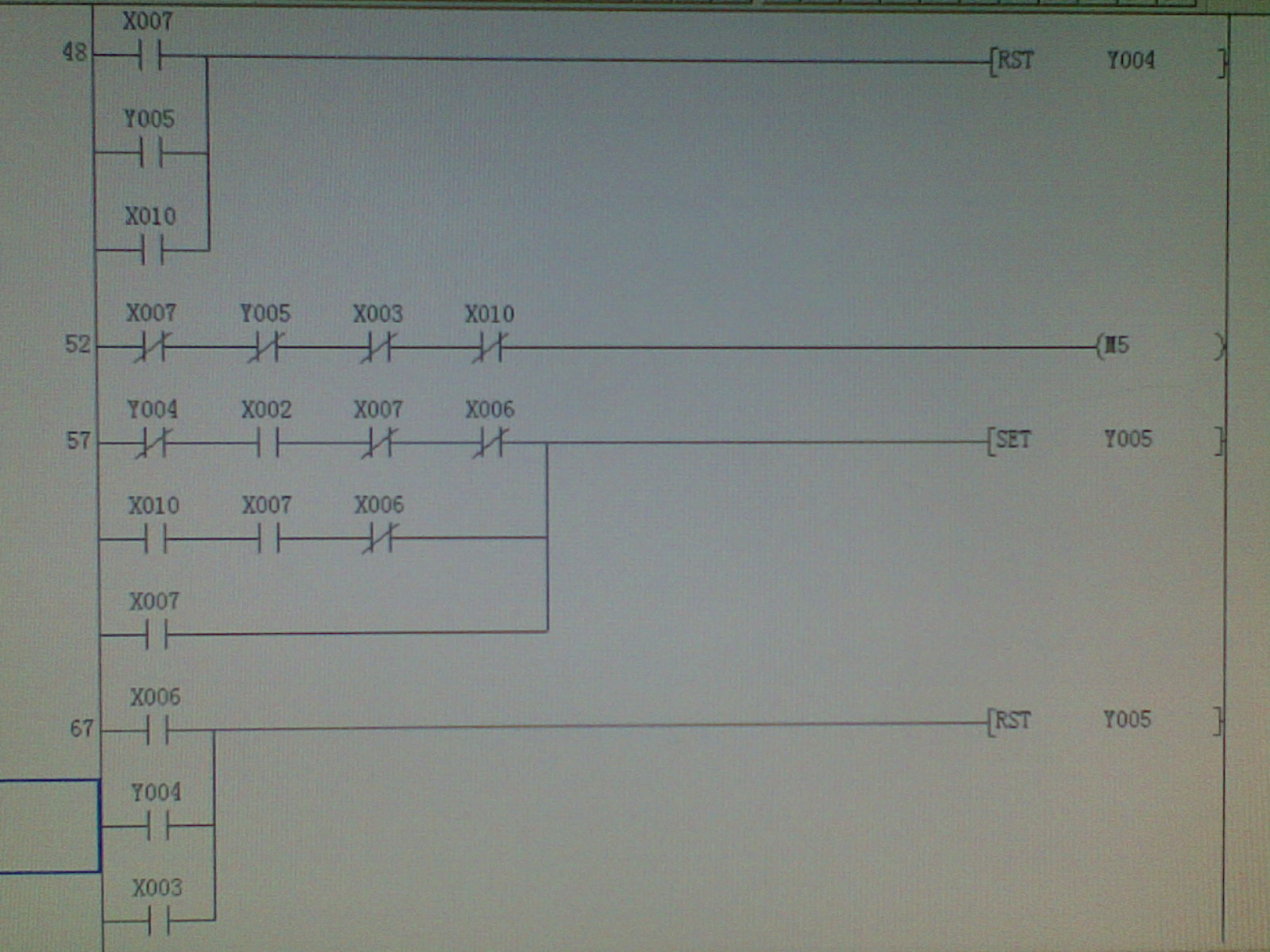
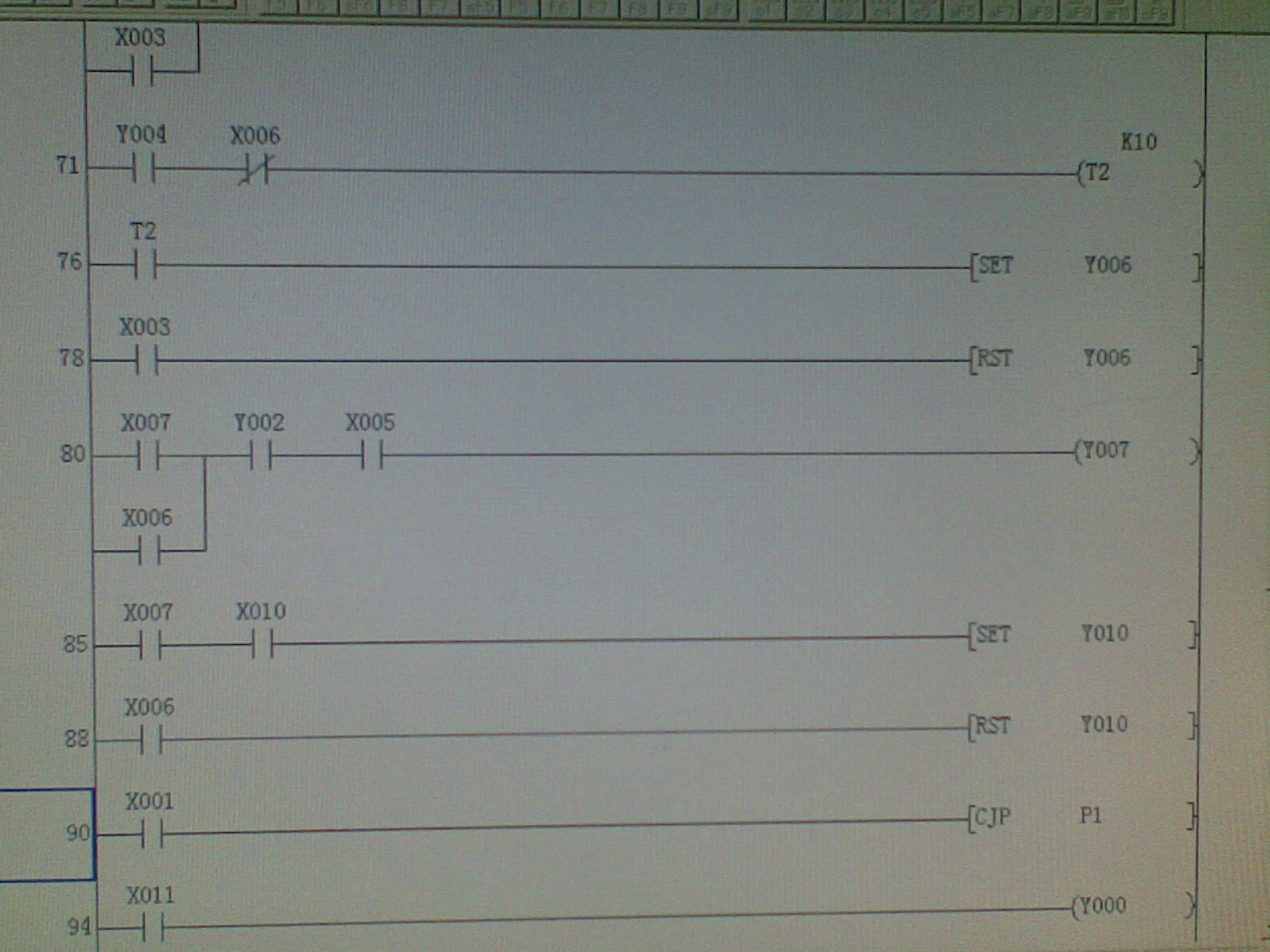
各位老師傅你們好!本人是一個三菱PLC編程初學者,想在做一臺磨角機,功能有手動/半自動/全自動三種,用一般的梯形圖已編好也可用,但看起來比較復(fù)雜,現(xiàn)在想改用跳轉(zhuǎn)指令編程,這樣看起來好看一點,不用點那么多內(nèi)存,也可用雙線圈,手動/半自動編完后仿真時顯示程序出錯,提示CJ、CALL沒有跳出位置,但不知錯在哪里,改來改去也改不好,包括加了FEND指令后還是顯示出錯,看書上的也是云里霧里看不懂,希望各位師兄弟能指導(dǎo)指導(dǎo),看一下該改哪一步哪些地方,下面是本人編的程序(因我前幾天發(fā)的沒人幫忙,今天只好又以照片形式上傳):
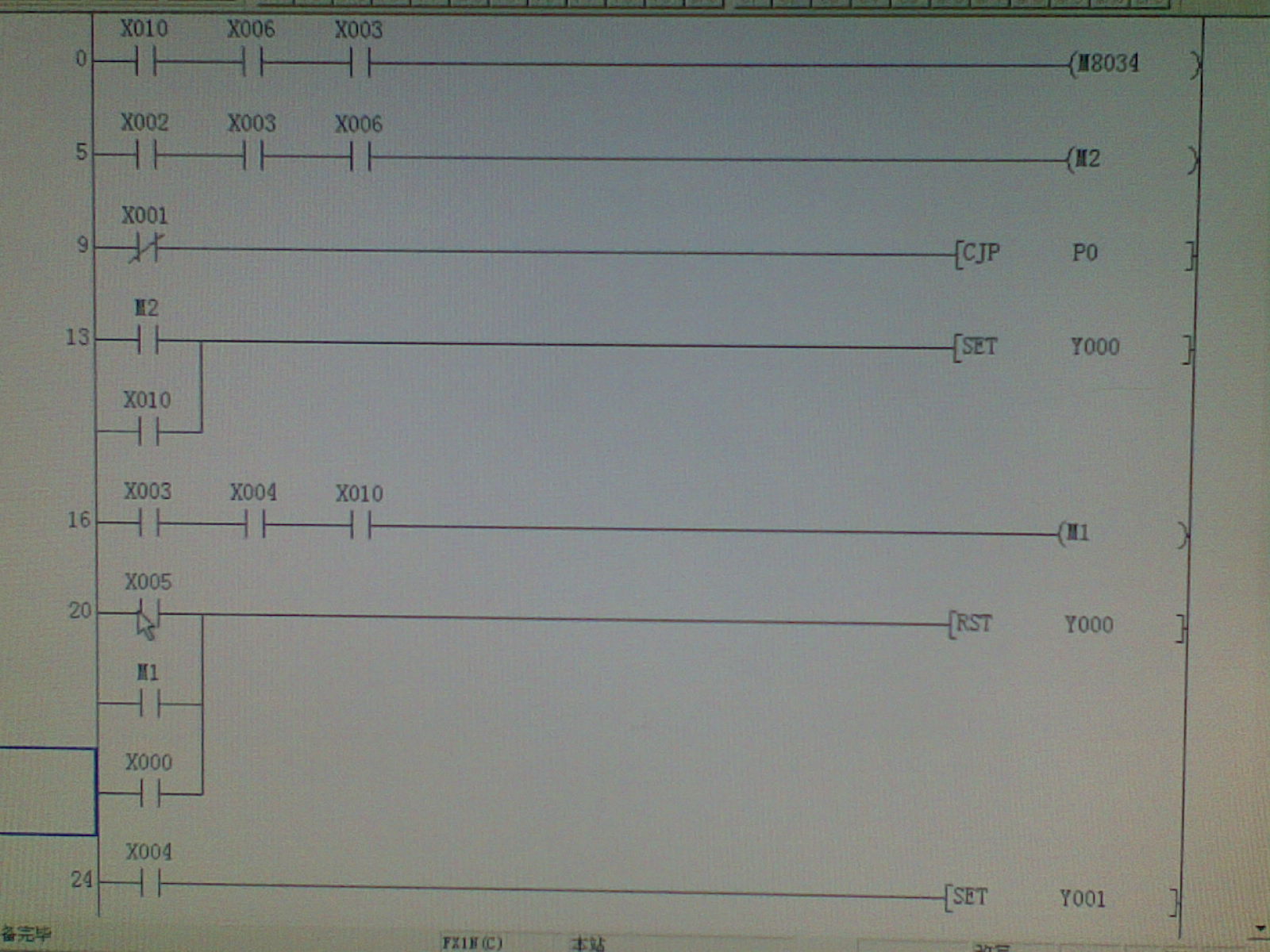
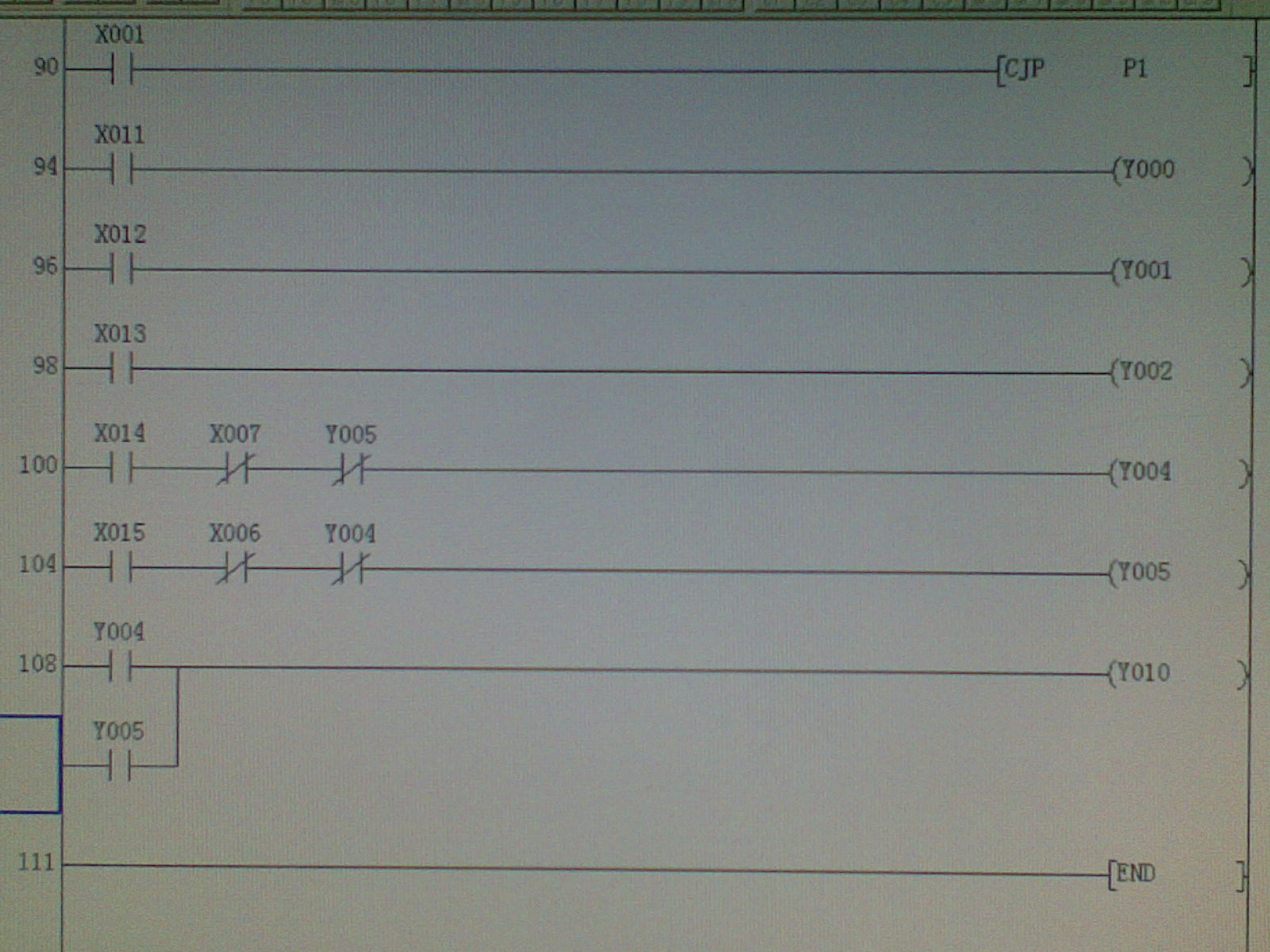
X0:停止 X1:手動/自動轉(zhuǎn)換 X2:啟動按鈕 X3:原點 X4:擺臂內(nèi)擺到位 X5:擺臂快速下到位(氣動) X6:打磨上限程 X7打磨下限程 X10:打磨上下次數(shù)滿足 X11:磨頭手動 X12:擺臂快下手動 X13:磨頭電機手動 X14:高樓大廈頭下行手動 X15:磨頭上行手動
Y1:擺臂進入(氣動) Y2:擺臂快下 Y3:油泵電機 Y4:打磨下行(油缸驅(qū)動) Y5:打磨上行(油缸驅(qū)動) Y6:外接計數(shù)器電源 Y7:打磨來回次數(shù)輸出。
工作過程是(半自動):按下啟動按鈕X2,(啟動條件:擺臂上抬在上原點X3通,油泵驅(qū)動的擺臂在上限程X6接通),Y0氣閥得電擺臂內(nèi)進(氣動)X4通,Y1氣閥得電擺臂下壓X3斷開,擺臂下到位X5通電,Y0失電擺臂外擺靠上需打磨的產(chǎn)品(四角盆內(nèi)面),X4斷開Y2得電磨頭電機運轉(zhuǎn)(磨頭電機裝于擺臂上),油泵電機Y3接通運轉(zhuǎn),下行油閥Y4得電,開始往下打磨,磨頭下行離開X6后外接的計數(shù)器電源接通,打磨下行碰到X7后Y4斷電,Y5通電磨頭上行,同時Y7通電外接的計數(shù)器加1,上行碰到上限X6磨頭下行,Y7得電輸出外接計數(shù)器加1。。。。。。計數(shù)滿足后打磨停止,Y0氣閥得電擺臂內(nèi)擺,壓住X4,磨頭停止,如磨頭在下限X7處則磨頭上行到X6處停止(如磨頭在X6處則無此動作), Y1氣閥斷電擺臂上抬,壓支X3后Y0氣閥失電,計數(shù)器電源Y6停止輸出,擺臂外擺復(fù)原,
等待下一個工作循環(huán)。P1后的手動則不提了
[ 此帖被向錢沖在2010-12-05 23:23重新編輯 ]
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

